1.ВтСІ
Ш§зјБъМьВтЕБбЁдёМаГжЗНЗЈЪБЃЌгУЛЇгІЕБСЫНтВтСІЕФгАЯьЃЌзјБъВтСПЛњдЫааЪБВтСІКмаЁЃЌвЛАудк0.05ЕН0.2NЃЌЕЋетЪЧдкВтСПЪБЕФЪ§жЕЃЌзјБъВтСПЛњдкВтСПжагаПЩФмгаИпДя3NЕФСІЃЌвђЮЊФГаЉзјБъВтСПЛњЕФЪЕМЪВтСІЪЧДѓДѓИпгкФПБъВтСІЁЃ
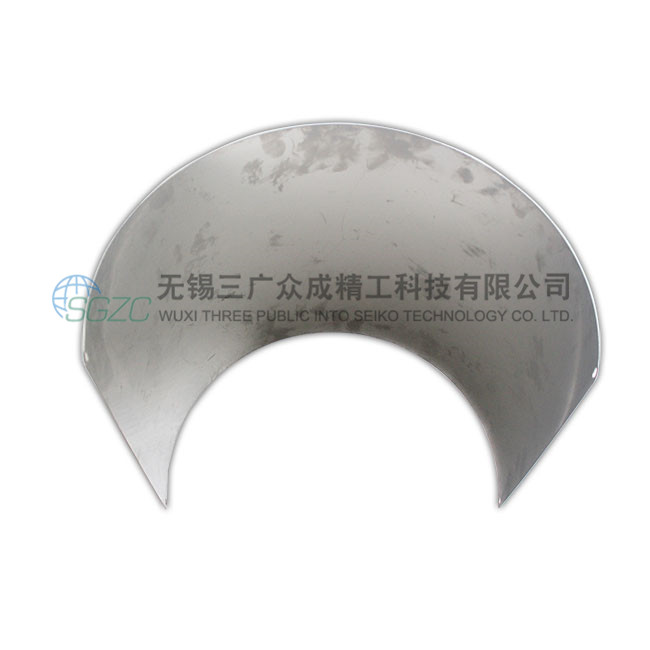
2.жиаЭСуМў
Ш§зјБъМьВтШєБЛВтСуМўзуЙЛжиЃЌвджСгкВЛашШЮКЮМаГжзАжУОЭПЩвдЮШЖЈЕФЗХдкЛњЦїЬЈУцЩЯЃЛгУЛЇгІЕБжЊЕРВтСПЪБСуМўДІгкздгЩзДЬЌЃЌврОЭЪЧВЛашгУШЮКЮзАжУЃЌетдкФГаЉМИКЮГпДчМАЙЋВюБъзМжаЃЈASME ЃЉзїЮЊвЛЯювЊЧѓЁЃЕЋЪЧвЊжЊЕРжиаЭСуМўБиШЛЛсв§Ц№ЛњЦїБфаЮЁЃ
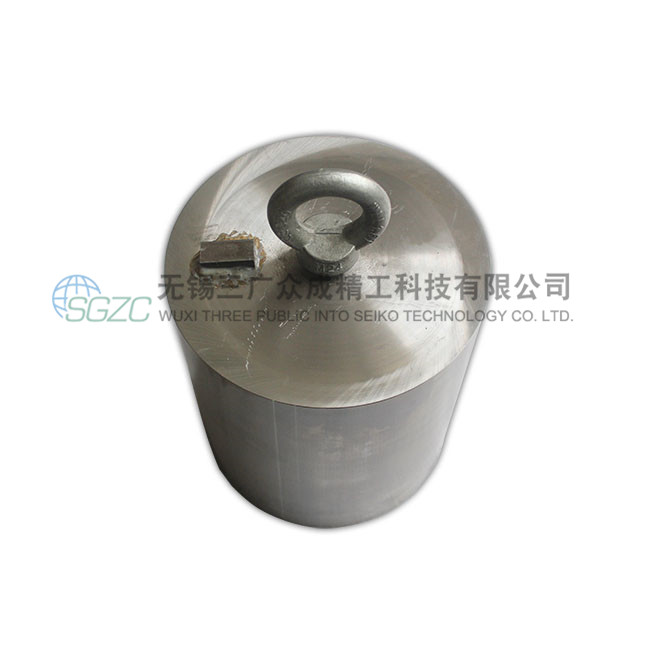
3.ЧсаЭСуМў
Ш§зјБъМьВтЖдаЁЕФЧсаЭСуМўЃЌПЩвдгУЯ№ЦЄФрЁЂвЧЦїРАЕШВФСЯРДЙЬЖЈСуМўЃЌЕЋгУЛЇгІШЗБЃдкВтСПНсЪјвдКѓДгЛњЦїКЭСуМўЩЯЧхГ§ЫљгаЕФКлМЃЃЌДХСІЕФМАецПеПЈХЬврПЩвдзїЮЊСэвЛжжМаГжЗНЗЈЁЃдкФГаЉЧщПіЯТвЊгУЛњаЕЕФЗНЗЈЛђЛЂЧЏАбСуМўЙЬЖЈдкзјБъВтСПЛњЩЯЃЌгУЛЇгІЕБжЊЕРМаГжСІЛсв§Ц№СуМўБфаЮЃЌвђДЫаызЂвтВЛвЊЙ§ЗжМаНєЃЌЭЦМідкМаОпКЭСуМўМфИєвдШэЕФЕцзгЁЃ
МЦЫуЛњЪ§зжПижЦЃЈCNCЃЉЕФГЬађгІЕБгаЗРзВЙІФмЃЌГЬађгІЕБзЂвтЕНзАМаЕФЮЛжУЁЃ
4.МаОп
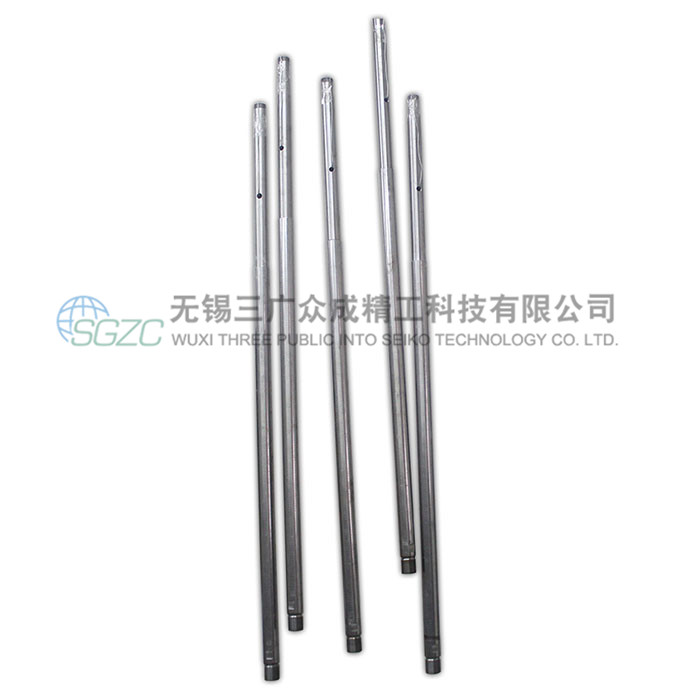
Ш§зјБъМьВтЙЄМўМаГжЬзМўПЩвдТђЕНЃЌЫќЪЙЕУгУЛЇЙЙдьвЛИіМђЕЅЕФУцЯђШЮЮёЕФМаОпЃЌдкЦфжаАВзАЙЄМўЁЃСэвЛИіСМКУЕФМаГжЪЕМљЪЧгІгУУцЯђШЮЮёЕФМаОпЃЌЪЙСуМўБугкЖЈЮЛЃЌетжжЙЄМўМаГжЯЕЭГгаЯТЪіЕФгХЕуЃКНЯЖЬЕФЩшжУМАВтСПЪБМфЃЌетПЩвдгІгУвбжЊЙІФмЕФзјБъВтСПЛњЬЈУцЕФвЛИіВПЗжРДЭъГЩДЫЙЄзїЁЃЕБгІгУУцЯђШЮЮёЕФМаОпЪБЃЌгІЕБШЗШЯМаОпЪЧЧхНрЕФЃЌЙЄМўЖЈЮЛе§ШЗЃЌМаГжСІВЛЛсЪЙЙЄМўБфаЮЃЌЫљгаБЛВтЬиеїОљЪЧПЩДЅМАЕФЁЃ







 ЕБЧАЮЛжУЃК
ЕБЧАЮЛжУЃК
 天天彩神welcomeЕижЗЃКЮоЮ§ЪаСКЯЊЧјН№ЩНББЙЄвЕдАН№ЩНЫФжЇТЗ11КХ2ДБ1ТЅ
天天彩神welcomeЕижЗЃКЮоЮ§ЪаСКЯЊЧјН№ЩНББЙЄвЕдАН№ЩНЫФжЇТЗ11КХ2ДБ1ТЅ ЪжЛњЃК13861803210
ЪжЛњЃК13861803210 天天彩神welcomeЕчЛАЃК0510-83721965
天天彩神welcomeЕчЛАЃК0510-83721965 天天彩神welcomeгЪЯф: 13861803210@139.com
天天彩神welcomeгЪЯф: 13861803210@139.com